



 扫一扫
扫一扫

精拉管业有限公司凭借着的技术,严格的质量监控。热诚的售后服务同国内外许多企业建立的长期稳固的业务关系。部分 延安精拉光亮管、产品还销往美、欧、非及东南亚各国。 延安精拉光亮管、产品质量及企业信誉深受广大客户好评。
为了更好的服务客户,不懈的探索求精。引进学习的理念与技术,培养高素质的技术人员。在实践中积累了丰富的实用经验,可以满足不同客户的定制需求。
精拉管业有限公司为您提供质优价实的 延安精拉光亮管、产品,真诚负责的服务是我们的心愿。让我们携手共进,共同分享成功的快乐。


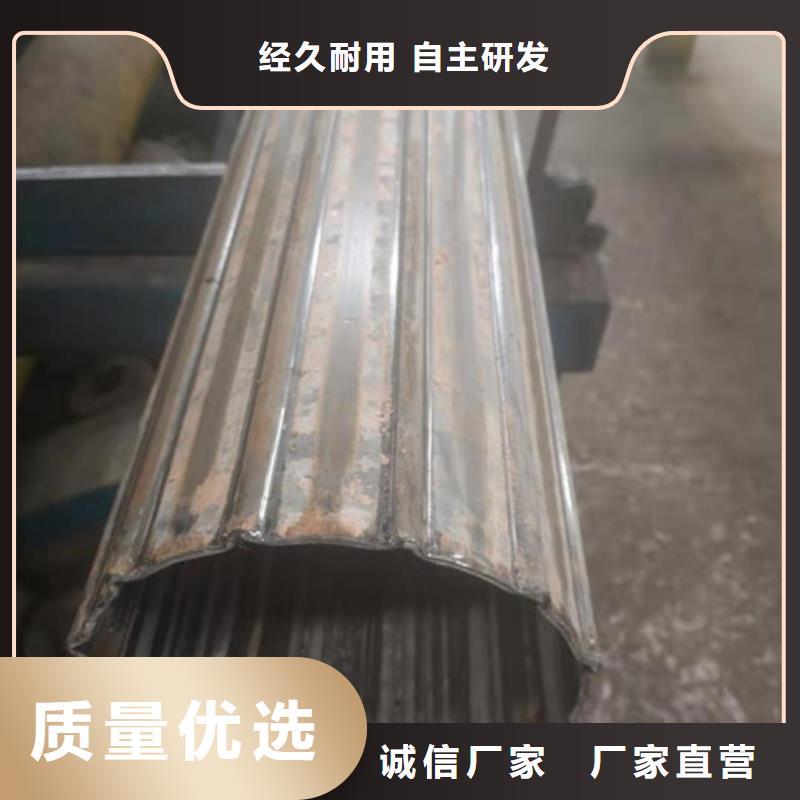
将冷拔管送入冷拔管机组,经多道轧辊滚压,冷拔管逐渐卷起,形成有开口间隙的圆形冷拔管,调整挤压辊的压下量,使冷拔管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,冷拔管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,冷拔管热量过大,造成冷拔管烧损;或者冷拔管经挤压、滚压后形成深坑,影响冷拔管表面质量。
冷拔管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制冷拔管温度的目的。对于低碳钢,冷拔管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,冷拔管温度亦可通过调节冷拔管速度来实现。





技术支持:cdlgp.com